Molti lettori ci chiedono spesso quali sono i costruttori più affidabili e come scegliere una cabina di verniciatura. Le differenze di prezzo sono tali da lasciare molti dubbi agli acquirenti, ma invece di analizzare il fornitore e le sue referenze, che sono ovviamente sempre positive, bisogna imparare a ordinare la cabina e a leggere le offerte.
CRITERI DI MANUTENZIONE E RIPRISTINO
Il costruttore deve fornire al committente tutte le informazioni relative alla manutenzione dell’impianto; tali informazioni devono essere anche presenti sul manuale d’istruzione, d’uso e manutenzione.
In particolare, il costruttore deve fornire le seguenti indicazioni: l’elenco degli organi e dei componenti da controllare e/o sostituire; la frequenza del controllo e/o della sostituzione; le procedure operative atte ad eseguire in sicurezza la manutenzione.
Inoltre il costruttore deve fornire le indicazioni in caso di avaria dell’impianto e/o di sue parti o componenti; tali informazioni devono essere anche presenti sul manuale d’istruzione, d’uso e manutenzione.
In particolare, il costruttore deve fornire le seguenti indicazioni: le procedure operative atte ad eseguire in sicurezza la sostituzione e/o il ripristino dei componenti guasti; le caratteristiche tecniche dei componenti di cui può essere ragionevolmente prevista la sostituzione e gli eventuali estremi per l’ordinazione.
La manutenzione del sistema aspirante deve essere eseguita secondo le modalità previste dal manuale d’istruzioni dell’impianto, riportate su un apposito registro, indicante la data di effettuazione dell’intervento.
Le scadenze temporali degli interventi di manutenzione dovranno essere apposte direttamente sull’impianto di verniciatura, in modo che sia sempre visibile agli operatori responsabili della manutenzione.
Si consiglia di adottare una tempistica simile a quella riportata, a titolo di esempio, nella tabella 1 (i valori riportati sono indicativi e variano in funzione dei fattori ambientali, della metodica di utilizzo e della quantità di materie prime impiegate).
SCEGLIERE LA CABINA DI VERNICIATURA GIUSTA: RACCOMANDAZIONI
E’ necessario mantenere la massima pulizia dei locali adibiti alla verniciatura e all’essiccazione, dei carrelli porta pezzi, dei manufatti da trattare e degli indumenti indossati.
Per l’operazione di carteggiatura utilizzare abrasivi antistatici; durante l’abrasione infatti lo sviluppo di energia può indurre cariche elettrostatiche sul pezzo che attirano la polvere.
Controllare periodicamente il filtraggio dell’aria compressa che arriva all’aerografo, per evitare che della polvere possa essere presente nell’aria di atomizzazione.
Utilizzare indumenti specifici, in modo da non compromettere, soprattutto durante l’applicazione della finitura, la qualità del trattamento.
Non effettuare operazioni di spolvero dei pezzi all’interno delle cabine di verniciatura e all’interno dei forni di essiccazione.
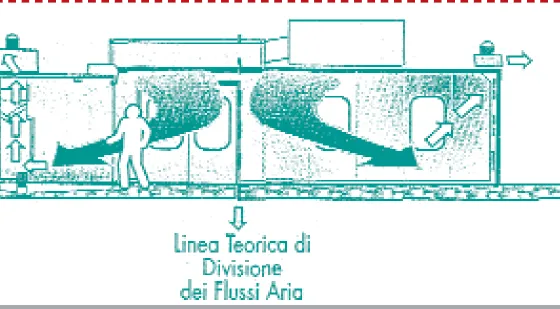
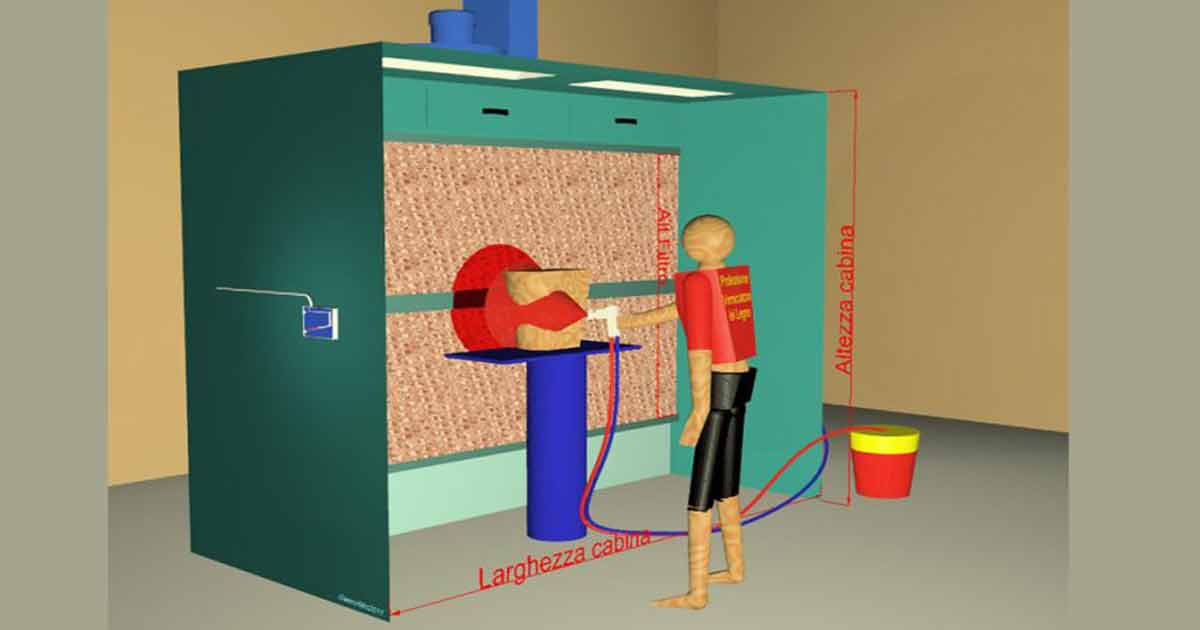
Eseguire le operazioni di verniciatura al centro della cabina, il più vicino possibile alla superficie aspirante della cabina, compatibilmente con la geometria dei manufatti da trattare.
Manovrare l’aerografo in modo da iniziare e terminare la spruzzatura appena fuori dalla superficie da verniciare, in maniera tale da ridurre al minimo l’overspray.
Eseguire le operazioni di verniciatura, carteggiatura e spolvero, in modo che il manufatto da trattare si trovi sempre e comunque tra l’operatore e la superficie aspirante della macchina; inoltre è bene spruzzare lateralmente i pezzi con particolari concavità, in modo da evitare rimbalzi di vernice che possano investire l’operatore.
Prestare scrupolosa attenzione nella taratura degli aerografi (ugelli e pressione di atomizzazione), i quali devono garantire il minor overspray possibile, compatibilmente con la qualità del trattamento di verniciatura.
Portare, appena possibile, l’eventuale carrello di pezzi verniciati nell’apposito locale di essiccazione: in ogni caso il carrello con i pezzi verniciati non deve mai sostare in cabina, posto alle spalle dell’operatore.
Per evitare la formazione di ghiaccio nelle batterie, far girare il fluido riscaldante con temperatura intorno ai 20°C in modo che la valvola, ad impianto spento, lasci passare il fluido in batteria; nel caso il circuito sia separato dal resto degli impianti, può essere aggiunto del glicole etilenico.
Far girare a vuoto l’impianto, per almeno 4 ore, ogni qualvolta vengono sostituiti i filtri dei plenum, in modo da ripulire l’ambiente di lavoro dai residui degli stessi.
REQUISITI MINIMI COSTRUTTIVI
Per scegliere una cabina di verniciatura adeguata, si devono utilizzare apparecchiature di spruzzatura con un’efficienza di trasferimento superiore al 65%, misurata con i criteri previsti dalla norma EN 13966-1. Devono inoltre essere rispettati i seguenti requisiti di buona tecnica costruttiva e di conduzione delle cabine di verniciatura e in particolare controllare:
– la conformità alla norma UNI EN 16985;
– la progettazione e la costruzione, che devono prevedere che le operazioni di verniciatura siano svolte in un’area separata dai reparti di lavorazione;
– la progettazione e la costruzione, che devono prevedere che l’essiccazione sia realizzata in un’area separata dal locale di applicazione della vernice, dotato di proprio sistema aspirante;
– che sia presente un misuratore automatico di ventilazione (misuratore di portata d’aria da posizionarsi sul camino in condizioni, per quanto possibile, isocinetiche) per verificare costantemente l’efficienza dell’impianto (tale dispositivo deve essere dotato di segnalatore luminoso, che intervenga in caso di caduta di efficienza del sistema);
– che gli impianti di abbattimento installati dovranno rispettare i requisiti minimi indicati nella norma UNI 10996 (Impianti di trattamento degli effluenti aeriformi – Impianti di abbattimento polveri, nebbie oleose, aerosol e VOC – Requisiti minimi prestazionali e di progettazione).
VALUTAZIONE DEI COSTI DI GESTIONE
La tabella 2 serve per effettuare una stima preventiva dei costi di gestione di cabine di verniciatura manuali, ad uso principalmente dell’utilizzatore.
Nella prima colonna viene indicato il soggetto (U = utilizzatore; F = fornitore) che deve fornire il dato relativo al parametro indicato; ove non compare nessun soggetto, significa che il valore del parametro relativo è conseguente al calcolo matematico indicato nella colonna “formula”.